Замена направляющих втулок клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов и седел
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ . Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.
Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга . Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Для обработки сёдел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Замена направляющих втулок клапанов BKS.
Предоставляю вашему вниманию очередную серию из эпопеи о борьбе с утечкой антифриза, или как избавиться от трещины в голове. Напомню, для этой цели была приобретена головка б/у, которая после предварительного осмотра и опрессовки подверглась избавлению от направляющих втулок клапанов.
Втулки выбиваются варварским, но аккуратным методом, т.е. подходящей оправкой и молотком.
Единственный адекватный вариант замены, который удалось найти, это направляющие от FRECCIA, артикул G11445. Характеристики следующие:
Длина — 36 мм
Материал — Бронза
Внутренний диаметр — 5,98 мм
Внешний диаметр [мм] — 10,06 мм
Тип клапана — для входных клапанов
Тип клапана — для выходных клапанов
После получения пробной партии в 4шт обмеряем претендентов
Далее изготавливаем приспособление для втягивания втулок в тело головки. тут, как говорится, лучше один раз увидеть…
После первой примерки оказалось, что гайки, которая будет организовывать упор на центрующую втулку, не хватает, на её место пришлось взять гаечку по-длиннее))
Все размеры снимались с головы в чистом виде и по ним составлялись чертежи, т.е. абсолютная импровизация.
Кому интересны размеры приспособы — поделюсь, жадничать не буду))
Так вот. я решил выбрать нечто среднее, т.е. нагрел слегка)) отверстия под направляйки смазал маслом и дальше всё просто: собираем приспособу на месте, одним ключем удерживаем всё это дело от проворачивания за торцевую гайку, а другим вращаем подвижную гайку, тем самым затягивая новую втулку на место. Как только ощущается упор при вращении — прекращаем это дело, смотрим внутрь головки и видим там следующую картинку:
Разбираем приспособу и любуемся полученным результатом
ну и первые 4 свежих втулки на месте
Старые клапана отлично входят в новые втулки, но они в работу не берутся, т.к. все подлежат замене. Далее буду докупать остальные втулки и новые клапана.
В следующий раз постараюсь сделать видео процесса, вдруг кому-то детально будет интересно))
Ну ии…собсно…не дай вам бог всё это проделывать на Ваших моторах))
Чтоб оно всё работало и не лазить бы туда))
Parts
Volkswagen Touareg 2006, engine Diesel 3.0 liter., 224 h. p., AWD drive, Automatic — DIY
Comments 23
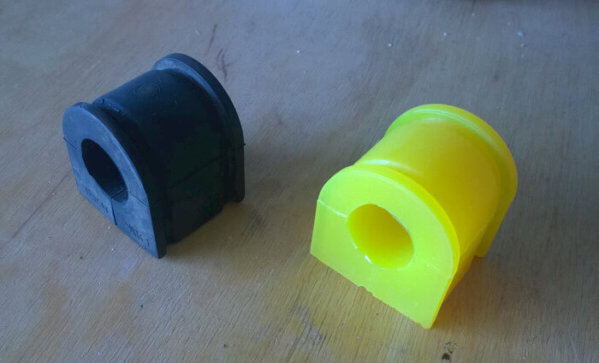
А по длине родные и купленные направляющие одинаковые были? У меня засада, новые короче на 4 мм и не магнитятся, а родные магнитятся, мастер запрессовал их но говорит что это все неправильно. Новые rwr и мале, разные пришли. На фото родные впуск, родные выпуск, и новые
Интересный момент. мои были одной длины, а на счёт магнитных свойств не задумывался)) всё равно, те предложения, которые имеются на рынке, не являются оригиналом и изготавливаются из бронзы
оригиналов нет я так понял, мастеру еще не нравится то что на родных направляйках место куда одевается мс колпачок ступенька заостренная, а на новых сглажена, говорит колпачок может и слететь даже, шляпа говорит все это, а не ремонт.
Всё верно. Ваг не предполагает ремонт подобного рода и оригинальных сменных направляек нет в природе. Канавку под мск можно и проточить, это не самая сложная операция. Тут на самом деле она слабая, однозначно слетят. Что касается длины — не сказать, что очень критичный разбег. Более длинные это хуже, чем короткие. Опять таки, выбирать особо не приходится.
Здравствуйте. Подскажите пожалуйста сколько уже проехали после ремонта? Меняю клапана и направляющие все заказал. Ищу кто будет шарошить, притерать клапана позвонил дилерам говорят что по каталогу направляющих нет, а то что подбирают и ставят ходят примерно двадцать тысяч потом опять ремонт какой то специальный сплав у родных направляек. Сказали проще заказать б/у головки. но ценник ого го
Направляющие брал от Freccia, у оригиеала в, сравнении с ними, ничего волшебного нет. Мотор прошёл около 50т.км и к этим элементам никаких претензий небыло. В моём случае все беды были в натяжителях и форсунках.
Здравствуйте. Подскажите пожалуйста сколько уже проехали после ремонта? Меняю клапана и направляющие все заказал. Ищу кто будет шарошить, притерать клапана позвонил дилерам говорят что по каталогу направляющих нет, а то что подбирают и ставят ходят примерно двадцать тысяч потом опять ремонт какой то специальный сплав у родных направляек. Сказали проще заказать б/у головки. но ценник ого го
Здравствуйте! Какие направляющие заказали?
как делали правку седел клапанов под новые направляющие?
Никак, в его условиях это невозможно. Притирать бестолку. Только обработка на станке, которого нет.
Здравствуйте! Можно чертеж приспособы?
Здравствуйте! Можно чертеж приспособы?
День добрый! Пока отдыхаю на море, через пару недель вернусь — отпишусь
Также делал. Только подручными средствами)) Болты примерно по диаметру, куча шайб и гаек…
Пару моментов.
Чтото натяг в 1 сотку не внушает доверия…
А меня было по моему 4 сотки. Т е родные втулки были 10.2 а новые 10.6 (цифры от болды) головы не грел, делал на холодную, мазал трансмиссионкой, а самое главное после их пройти разверткой. Когда её в голову запихиваешь, у неё внутренний диаметр сужается. И его надо подогнать под ножку клапана. Т е чтобы зазор между направляющей и ножкой клапана был соответствующим. Направляющая в плюсе 1 сотка от номинала, если клапан в минусе 3 сотки от номинала. Это у меня…
В принципе, для таких размеров натяг оптимальный, если судить по всяким теоретическим таблицам. Заходили достаточно туговато, думаю не выпадут)) Да и других размеров нет. Вот с развертыванием пока сложно. Буду искать развертку, пока нет в наличии, да и не могу сообразить какую брать
Я брал регулируемую отечественную. Начиная с минимума после каждого прохода мерил…
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Шаг 1. Нагреть головку блока Шаг 2. Выпрессовать втулки Шаг 3. Провести сравнительный замер штоков и отверстий Шаг 4. Обработать отверстия разверткой
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120 С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Самостоятельная замена направляющих втулок клапанов ВАЗ-2109
Казалось бы, что такая маленькая по своим размерам деталь, как направляющая втулки клапана двигателя, не играет большой роли в функциональной работе самого автомобиля. Но оказывается, что это не так. В чем заключается важность данной детали? Какие существуют причины, которые могут ее вывести из строя? Как правильно производится замена направляющих втулок клапанов ВАЗ-2109?
Функциональные особенности направляющих втулок клапанов ВАЗ-2109
Специалисты утверждают, что направляющая втулка клапана двигателя – это необходимая деталь для каждого транспортного средства. Основной ее функцией является обеспечение точного направления в движении клапанов двигателя при их закрытии и открытии, которое характеризуется как возвратно-поступательное. Эти направляющие образуют трущуюся пару «втулка-клапан», что определяет расходование моторного масла. Еще данная деталь обеспечивает плотное прилегание тарелки клапана к своему седлу.
Особенность механизма работы самих клапанов двигателя заключается в том, что они двигаются в ограниченном пространстве. А направление для этого движениям им задают направляющие элементы. Именно поэтому для их изготовления используется износостойкий материал с максимальными показателями данной характеристики (например, сталь с большим количеством примесей никеля, хрома). Клапаны двигателя постоянно находятся в агрессивных условиях из-за интенсивного их перемещения, поэтому втулки подвержены частому износу.
Опытные автомобилисты утверждают, что если бы не такая маленькая направляющая деталь, то чаще приходилось бы менять весь блок с двигающимся штоком.
Причины замены направляющих втулок клапанов ВАЗ-2109
Среди причин, которые ведут к замене направляющего элемента клапана двигателя ВАЗ-2109, специалисты называют износ данной детали. Его можно определить по следующим признакам:
- Попадание моторного масла непосредственно в камеру сгорания (об этом стоит судить по возросшему маслопотреблению и дыму серого цвета из выхлопной трубы).
- Постукивание со стороны головки блока двигателя (это стучат друг о друга втулка и клапан).
- Снижение мощности автомобильного двигателя.
Также неисправность направляющего элемента можно заметить визуально при замене комплекта клапанов и при проведении капитального ремонта головки блока двигателя.
Как только владелец автомобиля заметит признаки, свидетельствующие о выходе из строя направляющих элементов, не теряя времени, следует произвести их замену на новые. Это можно сделать как самостоятельно в гаражных условиях, так и с помощью квалифицированных специалистов автосервиса.
Как правильно производится замена направляющих втулок клапанов ВАЗ-2109
Конечно же, при большом желании выполнить замену элементов, служащих для направления движения втулки двигателя, можно и самостоятельно в гаражных условиях. Но подобная процедура способна вызвать некоторые сложности. Это связано с тем, что сама втулка плотно запрессовывается с целью предотвращения появления зазора, через который может попасть в камеру сгорания моторное масло.
Для проведения процедуры замены направляющих элементов понадобятся инструменты (они обычно есть в гараже у каждого автолюбителя):
- съемник/оправка для выпрессовки;
- запрессовщик;
- развертка на 8,03 мм (специальное длинное сверло, с помощью которого отверстие доводится до нужного размера).
Еще желательно подготовить охлаждающую жидкость. Эти все инструменты понадобятся, так как перед заменой направляющего элемента придется извлечь сами втулки.
На ВАЗ-2109 процедура замены производится в следующей последовательности:
- Первый этап – подготовка двигателя к извлечению втулок клапанов из него:
- снимается клапанная крышка;
- откручиваются болты, которыми крепится головка блоков (их должно быть десять);
- снимается головка блока цилиндров;
- с нее снимается распредвал;
- выкручиваются шпильки (в первую очередь торцевые).
- Второй этап – очистка головки блока цилиндра, должна производиться на верстаке с помощью растворителя либо солярки.
- Третий этап – выпрессовка или выбивание втулок:
- оправка наставляется на данный элемент с боку камеры сгорания;
- головка нагревается до температуры в 100-120 градусов;
- с помощью молотка выбивается каждая из втулок (удары должны быть относительно легкими);
- места из-под выбитых деталей промываются бензином посредством ветоши или тряпки из мягкого материала;
- после промывания посадочные места продуваются сжатым воздухом.
- Четвертый этап – замена направляющих втулок клапанов двигателя с последующей сборкой всего механизма:
- разогревается головка блока;
- ремкомплект из новых втулок предварительно охлаждается в обычной морозильной камере;
- посадочные отверстия под втулки обрабатываются с помощью развертки;
- в обработанные отверстия помещаются новые направляющие элементы.
- Пятый этап – запрессовка, которая проводится методом забивания молотком с использованием оправки.
Если подобная процедура вызывает сложности у автолюбителя, то лучше всего обратиться в автосервис.